Admin
مدير المنتدى


عدد المساهمات : 18726
التقييم : 34712
تاريخ التسجيل : 01/07/2009
الدولة : مصر
العمل : مدير منتدى هندسة الإنتاج والتصميم الميكانيكى
 |  موضوع: محاضرة بعنوان Milling Operations - TA 102 Workshop Practice الأحد 18 ديسمبر 2022, 9:29 pm موضوع: محاضرة بعنوان Milling Operations - TA 102 Workshop Practice الأحد 18 ديسمبر 2022, 9:29 pm | |
| 
أخواني في الله
أحضرت لكم
محاضرة بعنوان
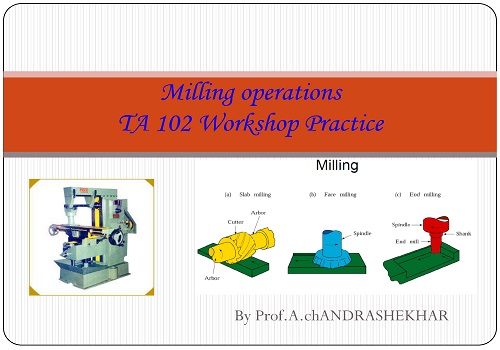
Milling Operations - TA 102 Workshop Practice
By Prof. A. chANDRASHEKHAR
و المحتوى كما يلي :
- Milling machines are used to produce parts having flat as well as
curved shapes.
- Milling machines are capable of performing the usual flat,
horizontal and vertical machining operations and can be used to
do many other machining operations like gear teeth cutting,
drilling, reaming, boring, slotting, tapping, keyway cutting, cam
milling and so forth.
- In this process, the work piece is normally fed into a rotating
cutting tool known as milling cutter. Equally spaced peripheral
teeth on the cutter come in contact with the work piece
intermittently and machine the work piece.- In conventional milling operation, metal is cut as the work piece
is fed against a rotating multi point cutter.
- Different types of cutters are used in milling like end mill cutter,
side and face cutter machine, form cutter and so forth.The Milling Machine
- Two types of milling machines are common. They are
distinguished by the orientation of the axis of rotation of the
spindle of the cutter.
- In horizontal milling machine, the axis of the spindle in
horizontal and
- In vertical milling machine the axis of the spindle is vertical.Horizontal Knee and Column type milling
machine
- Principal parts
i. Base
ii. Column
iii. Knee
iv. Saddle
v. Table
vi. Over arm
vii. Spindle, and
viii. arborVertical Knee and column type milling
machine
- A horizontal milling
machine can be converted in
to a vertical milling machine
by removing the arbor and
attaching a vertical milling
attachment to the spindle.The Milling Process
- Milling is a machining process for producing flat, countered and
helical surfaces by means of multiple- cutting-edged rotating tools
called milling cutters.
- There are two different methods of metal cutting in the milling
operation
- up milling and
- down milling
The difference between these two types of operations
lies in the direction along which the work piece is fed in to the
rotating milling cutter and the direction of rotation of cutter.UP Milling
- In up milling or conventional milling, the feed direction of
the work piece is opposite to that of the cutter rotation.
- Each tooth of the cutter starts the cut with zero depth of
cut, which gradually increases and reaches the maximum
value as the tooth leaves the cut.
- The chip thickness at the start is zero and increases to the
maximum at the end of the cut.
- The surface becomes slightly wavy, as the cut does not begin
as soon as the cutter touches the work piece.UP Milling
- The resultant cutting force are directed upward and tend to lift the
work piece upward from the table, and therefore, more secured
clamping of the work piece is required.Down Milling
- Also called as Climb milling.
- The feed direction of the work piece is same as that of
the cutter rotation.
- The maximum thickness of the chip at the start of the
cut and decreases to zero thickness at the end of the cut.
- The resultant cutting forces in the down milling are
directed downward in to the machine and tend to drag
the work piece in to the cutter.
- This type of milling produces better surface finish and
dimensional accuracy.DOWN MILLINGTypes of Milling CuttersOperating Conditions in Milling
- Cutting Speed is defined as the peripheral speed of the cutter.
= πDN/1000 m/min
Where,
D = Diameter of the cutter in mm
N = Rotational Speed of the cutter in rpm
- Both N and D refer to the milling cutter in milling
- The selection of the cutting speed depends on the properties of the
material being cut, diameter and life of cutter, number of cutter teeth,
feed, depth of cut as well as width of cut and coolant used.FEED
- Feed is defined as the movement of work piece relative to the
cutter axis.
- In milling, the feed can be defined in three ways
1. Feed per tooth is defined as the distance advanced by the work
piece between the time interval when two teeth come into cutting
action.
F
1 = f / zN mm/tooth
Where,
f = feed rate in mm
Z= number of teeth on the cutter periphery
N = rpm of the cutter.2. Feed per cutter revolution F2 is defined as the distance
advanced by the work piece in the time interval when
cutter goes through one complete revolution.
F
2 = F1z mm/rev
3. Feed per minute is the distance advanced by the work
piece in on minute f.
f = F
2N = F1zNDepth of cut
- It is defined as the thickness of the layer of material
removed in one pass of the work piece under cutter. It is
expressed in mm.Width of cut
- The width of cut ω is the width of work piece surface contacting
the cutter in a direction perpendicular to the feed.Material removal rate
- It is the volume of material removed in unit time.
For milling
MRR in mm3/min
MRR = ω d f
or MRR = ω d F
2 N
or MRR = ω d F
1z NMachining time
- It is defined as the time required for one pass of width
of cut ω for milling or machining a surface and is
expressed in minutes.
Where L is the length of cut includes length of job +
length of approach + length of over travel distanceLength of cutProblem 1
- Determine the time required to mill a slot of 300 X 25 mm
in a work piece of 300 mm length with a side and face milling
cutter of 100 mm diameter, 25 mm wide and having 18
teeth. The depth of cut is 5 mm, the feed per tooth is 0.1 mm
and cutting speed is 30 m/min. assume approach and over
travel distance of 50 mm.- Given
L
j = 300 mm, D = 100 mm, w = 25 mm,
z = 18, d = 5 mm, F1 = 0.1 mm/tooth
v = 30 m/min
N = 1000 v / П D
= 100 rpm
Feed rate = feed per tooth X number of teeth on cutter X rpm
f = F
1zN = 0.1 X 18 X 100
= 180 mm/min- L1 = L2 = d(D – d)
= 22 mm
Length of cut L = Lj + L1 + approach + Over travel
= 300 + 22 + 50
= 372 mm
t = Length of cut/feed rate = L/ f = 372/180
= 2.067 min
= 2 min (app)Problem 2
- Determine the cutting time for cutting a 125 mm long
keyway using HSS end-mill of 20 mm diameter having four
cutting teeth. The depth of keyway is 4.5mm. Feed per tooth
is 0.1mm and the cutting speed is 40 m/min. assume
approach and over travel distances half of the diameter of the
cutter and a depth of 4.5 mm can be cut in one pass.- Given
Lj = 125 mm, D = 20 mm, z = 4
d = 4.5 mm, F1 = 0.1 mm/tooth,
v = 40 m/min
N = 1000 v / ПD = 636 rpm
Feed per minute = feed per tooth X no. of teeth X rpm
= 0.1 X 4 X 636
= 254.4 mm/min
Length of cut L = 125 + 10 = 135 mm
Cutting time = t = 135/254.4 = 0.53 min.Problem 3
- For a given milling operation, it was decided to switch from HSS
cutter to carbide cutter, changing the cutting speed from 35
m/min to 110 m/min. the other parameters of the cutting
operation in the two cases are:
- carbide cutter HSS Cutter
Cutter dia (mm) 150 125
Feed (mm/tooth) 0.0425 0.0375
Number of teeth 12 10- Calculate the following for each of the cutting tools
a) Cutter rpm,
b) Feed in mm/min,
c) Time required to take 200-mm long cut including approach
and over travel, and
d) Percentage saving in time by changing from HSS to Carbide
tool.Problem 3 Solution
- For HSS Cutter:
A) N = 1000 X 35/ (П X 125) = 89 rpm
B) f = F1zN = 0.0375 X 10 X 89 = 33.375 mm/min
C) t = L/f = 200 / 33.375 = 6 min
- For Carbide Cutter:
A) N = 233 rpm
B) f = F1zN = 118.8 mm/min
C) t = L/f = 1.68 min- Percentage saving in time = 6 – 1.68 /6 X100
= 72 %Problem 4
- Write down a possible sequence of operations for
manufacturing the component shown in figure. From the
stock having a length of 140 mm and 60 mm diameter.
كلمة سر فك الضغط : books-world.net
The Unzip Password : books-world.net
أتمنى أن تستفيدوا من محتوى الموضوع وأن ينال إعجابكم
رابط من موقع عالم الكتب لتنزيل محاضرة بعنوان Milling Operations - TA 102 Workshop Practice
رابط مباشر لتنزيل محاضرة بعنوان Milling Operations - TA 102 Workshop Practice 
|
|











